Ceramic Substrates & Components Ltd
Key factors for successful machining are proper machining speeds and coolant. Macor® MGC can be machined with high-speed steel tools, but carbide tools are recommended for longer wear. Achieve the best results by using a water-soluble coolant especially formulated for cutting and grinding glass or ceramics.
No post firing is required after machining.
Use a carbide grit blade at a band speed of 100fpm. (30.5m/min). An alternative is a silicon carbide or diamond cut-off wheel.
Cutting speed . . . . 30-50sfm (9-15m/min)
Feed rate . . . . . . . 002-.005ipr (0.005-0.013cm/rev)
Depth of cut . . . . . 150-.250in. (0.38-0.64cm)
Cutting speed . . . . . 20-35sfm (6.1-10.7m/min)
Chip load . . . . . . . .002ipt (0.05mm per tooth)
Depth of cut . . . . . . 150-. 200in. (0.38-0.51cm)
|
Drill Size |
Spindle Speed |
Feed rate |
|
1/4 in (0.64cm) 1/2 in (1.27cm) 3/4 in (1.90cm) 1 in (2.54cm) 2 in (5.08 cm) |
300rpm 250rpm 200rpm 100rpm 50rpm |
.005ipr 0.013cm/rev .007ipr 0.018cm/rev .010ipr 0.025cm/rev .012ipt 0.030cm/rev .015ipr 0.038cm/rev |
Allow at least 0.50in (0.13cm) of extra material on the backside for breakout. This excess can be moved after drilling.
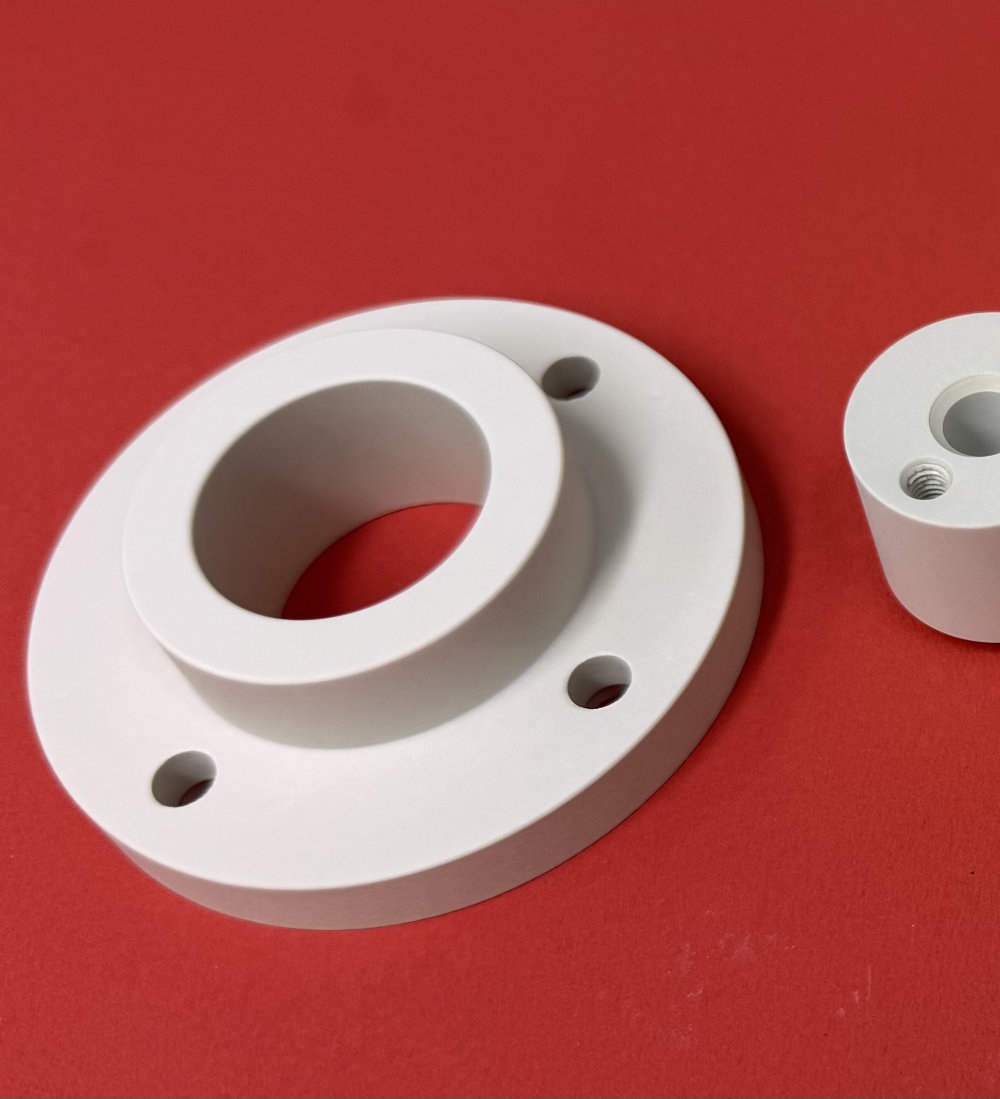
Make clearance holes one size larger than those recommended for metals. Chamber both ends of the hole to reduce chipping. Run the tap in one direction only. Turning the tap back and forth can cause chipping. Continuously flush with water or coolant to clear chips and dust from the tap.
Diamond, silicon carbide or aluminium oxide grinding wheels can be used.
Start with loose 400-grit silicon carbide on a steel wheel. For the final polish, use cerium oxide or alumina on a polishing pad for glass or ceramics. A 0.5in. (0.013m) finish can be achieved.
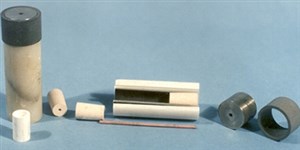
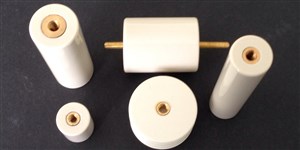
Macor® MGC is a white, odourless, porcelain-like (in appearance) material composed of approximately 55% fluorophlogopite mica and 45% borosilicate glass. It has no known toxic effects: however the dust created in machining can be an irritant. Good housekeeping and appropriate machining techniques can avoid this irritation. The material contains the following compounds:
|
Approx. weight % |
|
| Silicon – Si02 |
46% |
| Magnesium – MgO |
17% |
| Aluminium – AL203 |
16% |
| Potassium – K20 |
10% |
| Boron – B203 |
7% |
| Fluorine – F |
4% |



© 2026 Ceramic Substrates and Components Ltd
Lukely Works, Carisbrooke Road, Newport, Isle of Wight, United Kingdom, PO30 1DH
Tel: +44 (0)1983 528697 - Email: info@ceramic-substrates.co.uk
Company Registration No.934853